
Этикетка не сходит с подложки: устраняем причины высокого релиза

Высокий релиз подложки — избыточное сцепление клеевого слоя с силиконовым слоем подложки. С этой проблемой рано или поздно сталкиваются все производители, которые используют самоклеящиеся этикетки. Практически всегда можно найти решение, которое позволит сработать даже самую проблемную партию этикеток, и в этой статье мы разберемся с алгоритмом действий при возникновении высокого релиза.
Для начала рассмотрим причины, заставляющие этикетку оставаться на подложке при этикетировании.
Их можно условно разделить на группы, в зависимости от источника проблемы:
• качество материала;
• качество переработки материала;
• качество настройки этикетировочного оборудования.
Компания «Артмарк» активно работает улучшением характеристик поставляемых материалов азиатских производителей, уделяя особое внимание решению вопросов, связанных с высоким релизом.
На производстве материалов осуществляется контроль каждой партии в процессе его производства и по окончании. В ничтожно малом количестве случаев проблема высокого релиза действительно кроется в материале — например, причина в недостаточной силиконизации подложки или неравномерном ее нанесении. Но стоит помнить, что самые сложные и многофакторные процессы, которые могут выйти из-под контроля, происходят дальше — при печати, переработке и аппликации готовой этикетки. Хорошая новость — выявить и решить эти проблемы проще, чем установить скрытый брак материала.
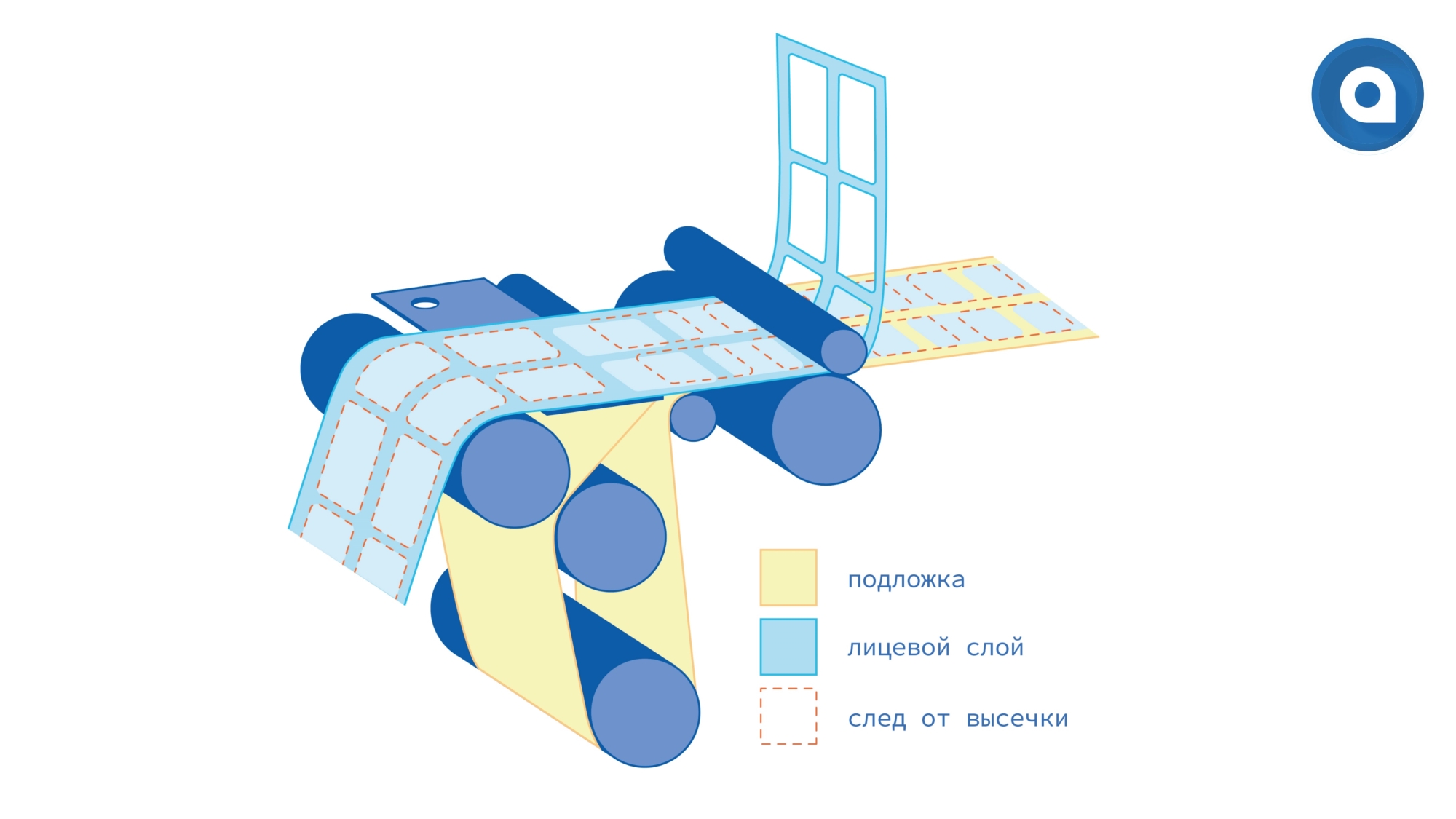
Качество переработки материала на печатной машине влияет на релиз
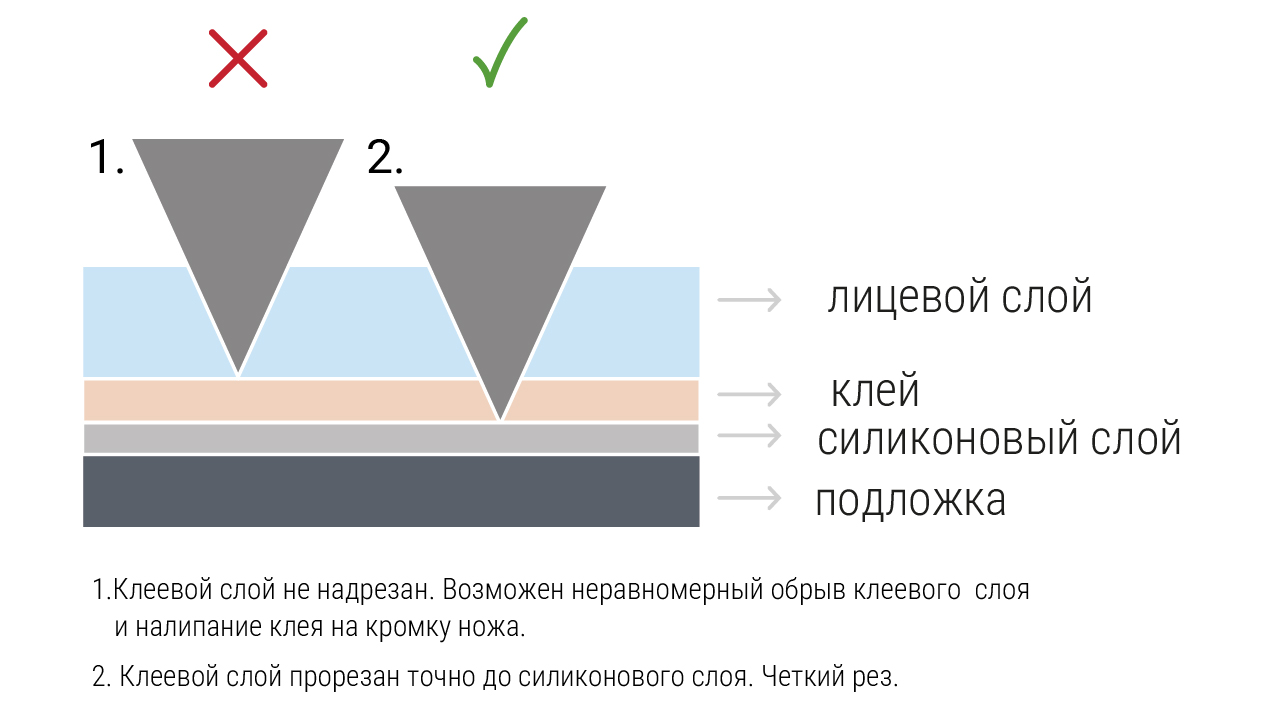
- При высечке этикетки возможно как прорубание силиконового слоя, так и непрорубание до конца клеевого слоя. Он формирует тяжи и повышает релиз.
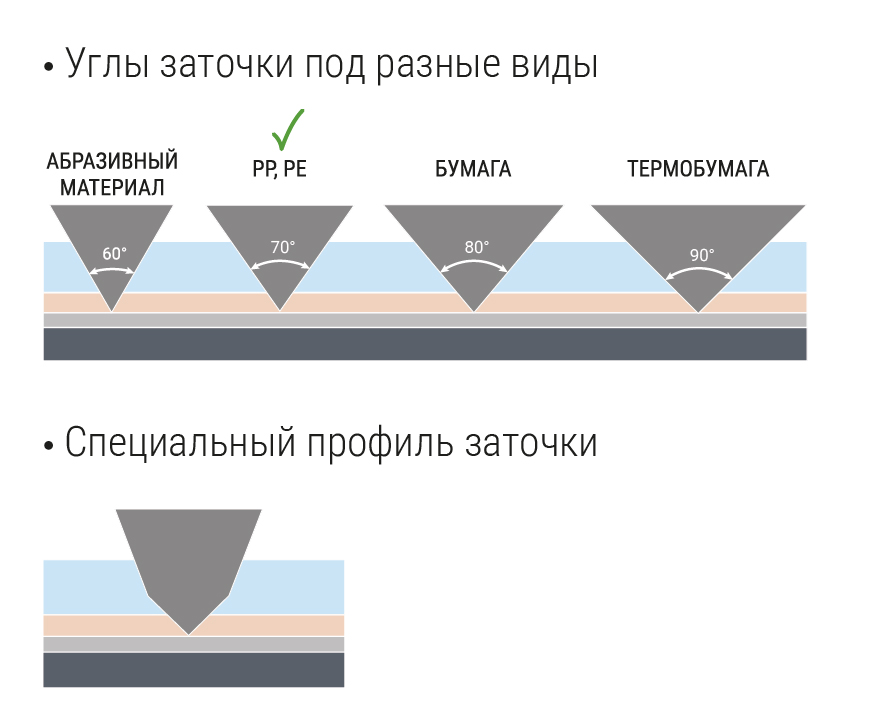
- Даже при условии точной высечки до силиконового слоя, подложка может продавливаться из-за неправильно выбранного угла заточки или из-за затупившейся режущей кромки. Как результат — плохое схождение этикетки.
- При просечке силиконового слоя подложки насквозь адгезив взаимодействует с бумажной основой подложки, приклеиваясь к ней.
- Вытекание клея из-под этикетки – клеевой слой тянет за собой этикетку, как показано на иллюстрации.
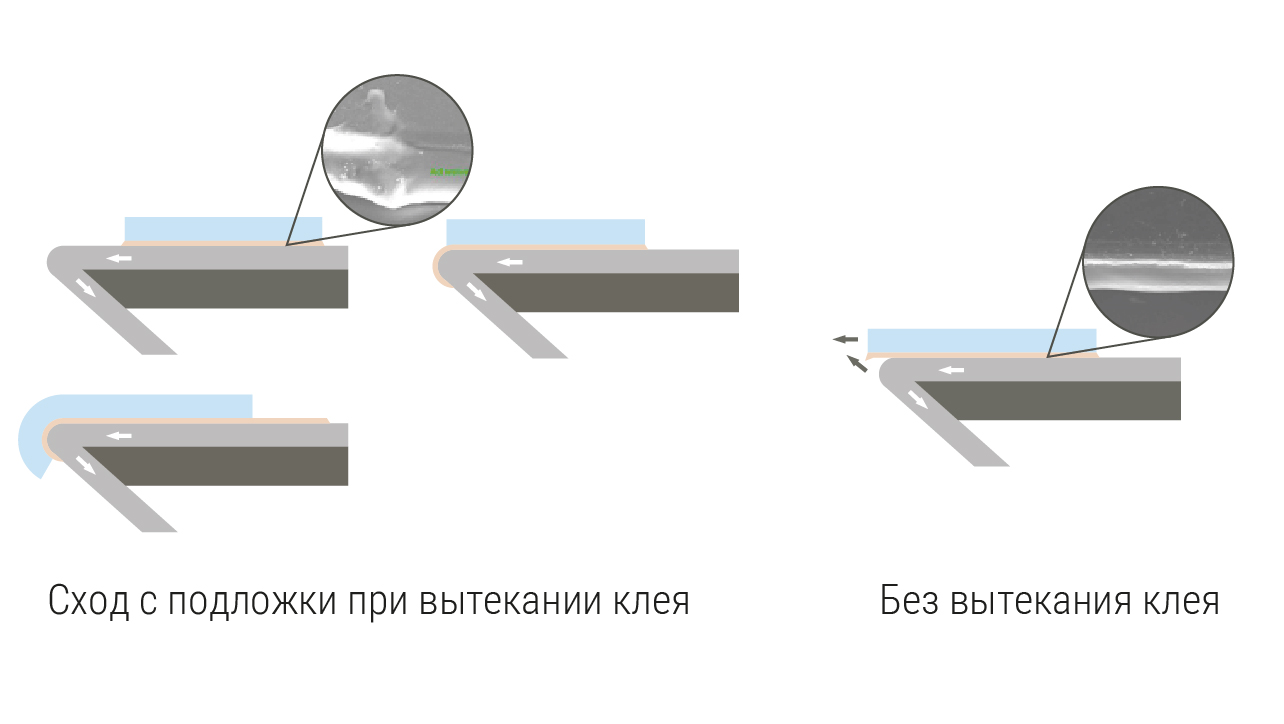
Поведение этикетки на этикетираторе при выдавленном клее
Рекомендации по переработке
Факторов, влияющих на сходимость этикетки с подложки, много: начиная от раскладки по раппорту и заканчивая температурными режимами на предприятии. Необходимо заранее позаботиться об углах скругления этикетки, ориентации на полотне, количестве ручьев, межэтикеточном расстоянии, параметрах вырубной оснастки.
При печати, высечке и перемотке (резке) материалов рекомендуется устанавливать минимально возможное натяжение, а также наматывать рулоны с минимальной плотностью намотки, что позволит избежать выдавливание клея.
Рекомендованное соотношение натяжения на намотке/размотке 1/0,7.
Ширина материала, должна быть меньше длины раппорта высечки – это называется «золотое правило высечки». При несоблюдении этого правила производство скрытого брака гарантировано.
! Даже при качественном исполнении высечки возможно небольшое выдавливание клея по краям этикетки в процессе перемотки готовой этикетки или при нарушении условий хранения материала, что не позволяет добиться стабильной съемности этикетки с подложки.
При полимеризации красочного слоя, будь то окислительно-восстановительная реакция полимеризации красочного слоя спирто- или водоосновных красок, или реакция радикальной полимеризации красочного слоя при коротковолновом облучении (УФ-излучение) – реакции характеризуются экзотермическими процессами по отношению к субстрату — проще говоря, выделяется тепло. Растет температура — клеевой слой, как все коллоидные системы, увеличивает свою текучесть.
Требуется контроль температуры полотна, мощности сушек и температуры обводных валов. Минимизируйте температуру за счет организации водного охлаждения валов и снижения мощности экспонирования/нагрева элементов сушек.
Спасти тираж: перезаказываем нож и переклеиваем подложку
-
-
- Использовать высекальные ножи со специальным углом заточки для высечки пленочных и бумажных материалов. Также эффективны ножи со специальными покрытиями, на которые меньше налипает клей.
- Если в работе есть 4 и более ручьев, то рекомендуется делать групповой сдвиг от 0,5 мм в рамках выбранного рапорта. Это не требует изменения в монтаже форм или штампов – формат рапорта сохраняется.
- Вероятно, потребуется снизить рядность, чтобы обеспечить плавность работы и снижение нагрузки на клеевой слой. Межэтикеточное расстояние при этом должно стремиться к кратности «зубу» Z=3,175 мм.
- Вариантом решения, чтобы «спасти» тираж, который не сходит с подложки, может быть переклейка этикеток со сдвигом в автоматическом режиме. Данная технология не является панацеей, но может помочь для решения проблемы.
- Использовать высекальные ножи со специальным углом заточки для высечки пленочных и бумажных материалов. Также эффективны ножи со специальными покрытиями, на которые меньше налипает клей.
-
Эти и другие способы решить проблему снятия облоя подробно описаны в другой нашей статье. Читайте и пользуйтесь лайфхаками из типографий!
Итоги и выводы
Проблема высокого релиза имеет комплексный характер и может возникать по многим причинам одновременно. Поэтому очень важно следить не только за параметрами технологических процессов при производстве самоклеящихся этикеток, но и за настройками при этикетировании. Не забывайте о сроках годности и соблюдайте оптимальные режимы температуры и влажности при производстве и хранении продукции!
Если есть вопросы или требуется дополнительная информация, мы всегда готовы помочь!
-
 23 октября 2025
23 октября 2025
